ЧэКЃзЈвЕЩњВњИпЬњДђзЎЫЎФрЙмжиСПМЦЫуЙЋЪН
ЧэКЃИпЬњДђзЎЫЎФрЙмжЊЪЖТна§ИжЙмдкГіГЇжЎЧАгІзіЛњаЕадФмЪдбщКЭбЙБтЪдбщвдМАРЉПкЪдбщЃЌВЂвЊДяЕНБъзМЙцЖЈЕФвЊЧѓЁЃжБЗьИжЙмЕФжЪСПМьВтЗНЗЈШчЯТ:1ЁЂДгБэУцЩЯХаЖЯЃЌвВОЭЪЧдкЭтЙлМьбщЁЃКИНгНгЭЗЕФЭтЙлМьбщЪЧвЛжжЪжајМђБуЖјгжгІгУЙуЗКЕФМьбщЗНЗЈЃЌЪЧГЩЦЗМьбщЕФвЛИіживЊФкШнЃЌжївЊЪЧЗЂЯжКИЗьБэУцЕФШБЯнКЭГпДчЩЯЕФЦЋВюЁЃвЛАуЭЈЙ§ШтблЙлВьЃЌНшжњБъзМбљАхЁЂСПЙцКЭЗХДѓОЕЕШЙЄОпНјааМьбщЁЃЁ
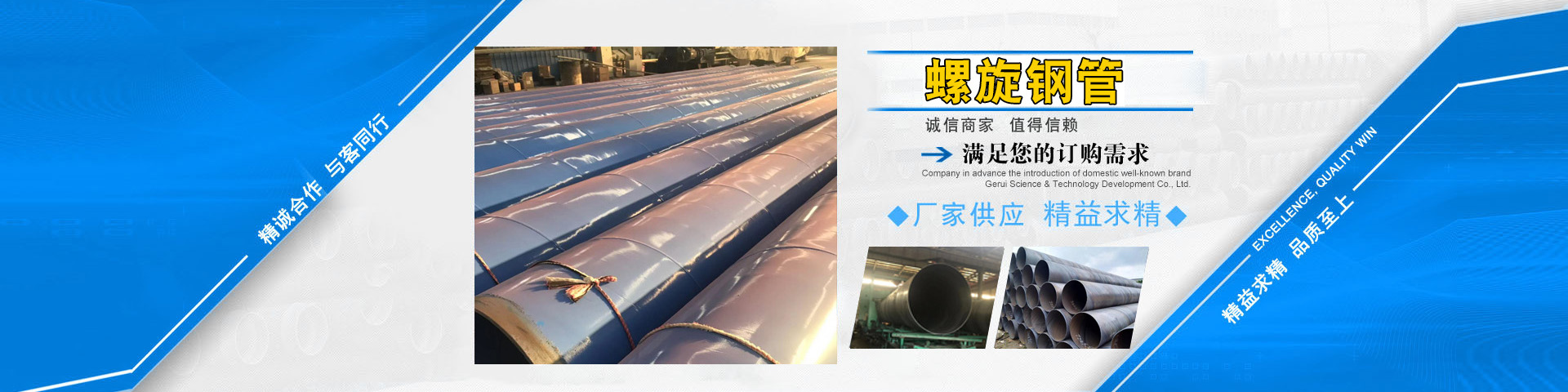
ЧэКЃИпЬњДђзЎЫЎФрЙмжЊЪЖ
Тна§ИжЙмдкГіГЇжЎЧАгІзіЛњаЕадФмЪдбщКЭбЙБтЪдбщвдМАРЉПкЪдбщЃЌВЂвЊДяЕНБъзМЙцЖЈЕФвЊЧѓЁЃжБЗьИжЙмЕФжЪСПМьВтЗНЗЈШчЯТ:
1ЁЂДгБэУцЩЯХаЖЯЃЌвВОЭЪЧдкЭтЙлМьбщЁЃКИНгНгЭЗЕФЭтЙлМьбщЪЧвЛжжЪжајМђБуЖјгжгІгУЙуЗКЕФМьбщЗНЗЈЃЌЪЧГЩЦЗМьбщЕФвЛИіживЊФкШнЃЌжївЊЪЧЗЂЯжКИЗьБэУцЕФШБЯнКЭГпДчЩЯЕФЦЋВюЁЃвЛАуЭЈЙ§ШтблЙлВьЃЌНшжњБъзМбљАхЁЂСПЙцКЭЗХДѓОЕЕШЙЄОпНјааМьбщЁЃШєКИЗьБэУцГіЯжШБЯнЃЌКИЗьФкВПБугаДцдкШБЯнЕФПЩФмЁЃ
2ЁЂЮяРэЗНЗЈЕФМьбщ:ЮяРэЕФМьбщЗНЗЈЪЧРћгУвЛаЉЮяРэЯжЯѓНјааВтЖЈЛђМьбщЕФЗНЗЈЁЃВФСЯЛђЙЄМўФкВПШБЯнЧщПіЕФМьВщЃЌвЛАуЖМЪЧВЩгУЮоЫ№ЬНЩЫЕФЗНЗЈЁЃЮоЫ№ЬНЩЫгаГЌЩљВЈЬНЩЫЁЂЩфЯпЬНЩЫЁЂЩјЭИЬНЩЫЁЂДХСІЬНЩЫЕШЁЃ
3ЁЂЪмбЙШнЦїЕФЧПЖШМьбщ:ЪмбЙШнЦїЃЌГ§НјааУмЗтадЪдбщЭтЃЌЛЙвЊНјааЧПЖШЪдбщЁЃГЃМћгаЫЎбЙЪдбщКЭЦјбЙЪдбщСНжжЁЃЫќУЧЖМФмМьбщдкбЙСІЯТЙЄзїЕФШнЦїКЭЙмЕРЕФКИЗьжТУмадЁЃЦјбЙЪдбщБШЫЎбЙЪдбщИќЮЊСщУєКЭЫйЃЌЭЌЪБЪдбщКѓЕФВњЦЗВЛгУХХЫЎДІРэЃЌЖдгкХХЫЎРЇФбЕФВњЦЗгШЮЊЪЪгУЁЃЕЋЪдбщЕФЮЃЯеадБШЫЎбЙЪдбщДѓЁЃНјааЪдбщЪБЃЌБиаызёЪиЯргІЕФАВШЋММЪѕДыЪЉЃЌвдЗРЪдбщЙ§ГЬжаЗЂЩњЪТЙЪЁЃ
4ЁЂжТУмадМьбщ:жќДцвКЬхЛђЦјЬхЕФКИНгШнЦїЃЌЦфКИЗьЕФВЛжТУмШБЯнЃЌШчЙсДЉадЕФСбЮЦЁЂЦјПзЁЂМадќЁЂЮДКИЭИКЭЪшЫЩзщжЏЕШЃЌПЩгУжТУмадЪдбщРДЗЂЯжЁЃжТУмадМьбщЗНЗЈга:УКгЭЪдбщЁЂдиЫЎЪдбщЁЂЫЎГхЪдбщЕШЁЃ
5ЁЂОВЫЎЪдбщ УПИљИжЙмгІзіОВЫЎбЙЪдбщЖјЮоЩјТЉЯжЯѓЃЌЪдбщбЙСІАДЯТЪдМЦЫу P=2ST/D ЪНжаS-ОВЫЎбЙЪдбщЕФЪдбщгІСІMpaЃЌОВЫЎЪдбщЕФЪдбщгІСІАДЯргІИжДјБъзМЙцЖЈЧќЗўЖШаЁжЕ(Q235ЮЊ235Mpa)ЕФ60%бЁШЁЁЃ ЮШбЙЪБМф:D<508ЪдбщбЙСІБЃГжЪБМфВЛЩйгк5Уы; DЁн508ЪдбщбЙСІБЃГжЪБМфВЛЩйгк10Уы 4 ЮоЫ№МьВт ИжЙмЕФВЙКИКИЗьЁЂИжДјЖдЭЗКИЗьМАЛЗЯђЗьгІНјааXЩфЯпЛђГЌЩљВЈМьбщЁЃЖдгкПЩШМЦеЭЈСїЬхЪфЫЭгУЕФИжЯђЕФТна§КИЗьгІНјаа100%SXЩфЯпЛђГЌЩљВЈМьбщЃЌЖдгУгкЫЎЁЂЮлЫЎЁЂПеЦјЁЂВЩХЏеєЦћЕШЦеЭЈСїЬхЪфЫЭгУЕФИжЙмЕФТна§КИЗьгІНјааXЩфЯпЛђГЌЩљВЈМьбщГщВщ(20%)ЁЃ
ИљОнТна§ИжЙмжЪСПМьбщНсЙћЃЌЭЈГЃНЋТна§ИжЙмЗжЮЊШ§Рр:КЯИёЦЗЁЂЗЕаоЦЗКЭЗЯЦЗЁЃКЯИёЦЗжИЭтЙлжЪСПКЭФкдкжЪСПЗћКЯгаЙиБъзМЛђНЛЛѕбщЪеММЪѕЬѕМўЕФТна§ИжЙм;ЗЕаоЦЗжИЭтЙлжЪСПКЭФкдкжЪСПВЛЭъШЋЗћКЯБъзМКЭбщЪеЬѕЬхЃЌЕЋдЪаэЗЕаоЃЌЗЕаоКѓФмДяЕНБъзМКЭбщЪеЬѕМўЕФТна§ИжЙм;ЗЯЦЗжИЭтЙлжЪСПКЭФкдкжЪСПВЛКЯИёЃЌВЛдЪаэЗЕаоЛђЗЕаоКѓШдДяВЛЕНБъзМКЭбщЪеЬѕМўЕФТна§ИжЙмЁЃ
ЗЯЦЗгжЗжЮЊФкЗЯКЭЭтЗЯСНжжЁЃФкЗЯжИдкж§дьГЇФкЛђж§дьГЕМфФкЗЂЯжЕФЗЯЦЗТна§ИжЙм;ЭтЗЯжИТна§ИжЙмдкНЛИЖКѓЗЂЯжЕФЗЯЦЗЃЌЭЈГЃдкЛњаЕМгЙЄЁЂШШДІРэЛђЪЙгУЙ§ГЬжаВХЯдТЖГіРДЃЌЦфЫљдьГЩЕФОМУЫ№ЪЇдЖБШФкЗЯДѓЁЃЮЊМѕЩйЭтЗЯЃЌГЩХњЩњВњЕФТна§ИжЙмдкГіГЇЧАКУГщбљНјааЪдбщадШШДІРэКЭДжМгЙЄЃЌОЁПЩФмдкТна§ИжЙмГЇФкЗЂЯжЧБдкЕФТна§ИжЙмШБЯнЃЌвдБуМАдчВЩШЁБивЊЕФВЙОШжИЪЉЁЃ

ЧэКЃИпЬњДђзЎЫЎФрЙмМђНщ
ЙЋЫОЪЧзЈвЕЩњВњЯњЪлТна§ЙмЁЂТна§ИжЙмЁЂТна§КИЙмЁЂТна§КИНгИжЙмЁЂжиЧьТна§ИжЙмЁЂжиЧьТна§ЙмЁЂЙѓбєТна§ИжЙмЁЂЙѓбєТна§ЙмЕФЦѓвЕЁЃ ЙЋЫОЭЈЙ§НќЖрФъЕФХЌСІвбГЩЮЊББЗНЕиЧјНЯДѓЙцФЃЕФТна§ЙмЁЂТна§ИжЙмЁЂТна§КИЙмЁЂТна§КИНгИжЙмЩњВњЯњЪлЛљЕиЃЌЙЋЫОзёбГЯаХОгЊЃЌЛѕецМлЪЕЃЌгХжЪЗўЮёЕФзкжМЃЌгЎЕУСЫгУЛЇЃЌЭиеЙСЫЪаГЁЃЌНЈСЂСЫЙуЗКЕФЯњЪлЭјТчЃЌвджЪСПЧѓаХгўЃЌвдаХгўЧѓЗЂеЙЃЌвдалКёЕФЪЕСІЁЂгХжЪЕФВњЦЗЁЂЕЭСЎЕФМлИёЩюЕУаТРЯгУЛЇЕФаХРЕЃЛЛЖгРДЕчДЙбЏЛђЧзСйжИЕМЁЃЮвЙЋЫОНЋЦОНшСМКУЕФаХгўЃЌалКёЕФЪЕСІЃЌгХжЪЕФВњЦЗЃЌЕЭСЎЕФМлИёЗўЮёгкЙуДѓгУЛЇЁЃ ЮЊСЫЬсЩ§ЖддВФСЯКЭВњГЩЦЗжЪСПМьВтПижЦФмСІЙЋЫОЯШКѓЙКжУСЫЮяРэЬьЦНЁЂЗжЮіЬьЦНЁЂЬМСђЗжЮівЧЁЂжБЖСЙтЦзвЧЁЂГхЛїЪдбщЛњЁЂТфщГЪдбщЛњЁЂЖЯПкЭМЯёЗжЮівЧЁЂгВЖШВтЪдвЧЁЂРСІЪдбщЛњЕШЯШНјЕФМьВтЩшБИЁЃПЩвдОЋШЗЕиЗжЮіЛњаЕадФмвдМАВФжЪЁЃ ЁАГЯаХЁЂЧѓЪЕЁЂЦДВЋЁЂЗмНјЁБЪЧЩъКъЮязЪЕФЦѓвЕОЋЩёЃЌетвВЪЧЩъКъЮязЪЖдУПвЛЮЛЙЫПЭЕФГаХЕЃКШчНёЃЌжиЧьЩъКъЮязЪгаЯоЙЋЫОвбОТѕПЊЦфИпЫйЗЂеЙЕФВНЗЅжТСІгкИќгХжЪЕФЗўЮёЁЃ аХРЕЃЛЛЖгРДЕчДЙбЏЛђЧзСйжИЕМЁЃЮвЙЋЫОНЋЦОНшСМКУЕФаХгўЃЌалКёЕФЪЕСІЃЌгХжЪЕФВњЦЗЃЌЕЭСЎЕФМлИёЗўЮёгкЙуДѓгУЛЇЁЃ ОгЊРэФюЃКЁАаХгўЕквЛЃЌЗўЮёжСЩЯЁБЁЊЁЊШУПЭЛЇТђЕУЗХаФЃЌгУЕУЗХаФЁЃ ОгЊзкжМЃКЁАвдГЯЮЊБОЃЌЛЅЛнЫЋгЎЁБЁЊЁЊвдгХСМЕФВњЦЗЃЌЕЭСЎЕФМлИёЃЌЗўЮёгкЙуДѓаТРЯПЭЛЇЁЃ дкДЫЃЌЙЋЫООРэаЏШЋЬхдБЙЄЃЌНЋЦОНшСМКУЕФаХгўЃЌалКёЕФЪЕСІЃЌгХжЪЕФВњЦЗЃЌЕЭСЎЕФМлИёЗўЮёгкЙуДѓгУЛЇЁЃНїЯђЖдЙЋЫОвЛЙсИјгшЙиЛГЁЂжЇГжКЭАяжњЕФаТРЯХѓгбКЭЙуДѓПЭЛЇБэЪОждаФЕФИааЛЃЁВЂецГЯЯЃЭћгыжЎНЈСЂГЄЦкЕФКЯзїЙиЯЕЃЌЛЅЛнЛЅРћЃЌЙВЧѓЗЂеЙЁЃ
ЧэКЃИпЬњДђзЎЫЎФрЙмаТЮХ
ЁЁТна§ИжЙмКИЗьВњЩњЦјПзЕФвђЫигаФФаЉФи?ПЭЛЇХѓгбУЧФуУЧжЊЕРТ№?ЯТУцОЭгЩТна§ИжЙмГЇМвЕФММЪѕШЫдБЮЊДѓМвНВНтвЛЯТЃЌЯЃЭћФмЖдФњгаЫљАяжњЁЃ
ЁЁЁЁТна§ИжЙмКИЗьВњЩњЦјПзЕФвђЫигаЃККИМСжаЕФЫЎЗжЁЂЮлЮяЁЂбѕЛЏЦЄКЭЬњаМЃЌКИНгЕФГЩЗнМАИВИЧКёЖШЃЌИжАхЕФБэУцжЪСПвдМАИжАхБпАхДІРэЃЌКИНгЙЄвеМАТна§ИжЙмГЩаЭЙЄвеЕШЁЃ
ЁЁЁЁТна§ИжЙмЯрЙиЗРжЮДыЪЉЮЊЃК
ЁЁЁЁ1КИМСГЩЗжЁЃКИНгКЌгаЪЪСПЕФCaF2КЭSiO2ЪБЃЌЛсЗДгІЮќЪеДѓСПЕФH2ЃЌЩњГЩЮШЖЈадКмИпЧвВЛШмгквКЬЌН№ЪєЕФHFЃЌДгЖјПЩвдЗРжЙЧтЦјПзЕФаЮГЩЁЃ
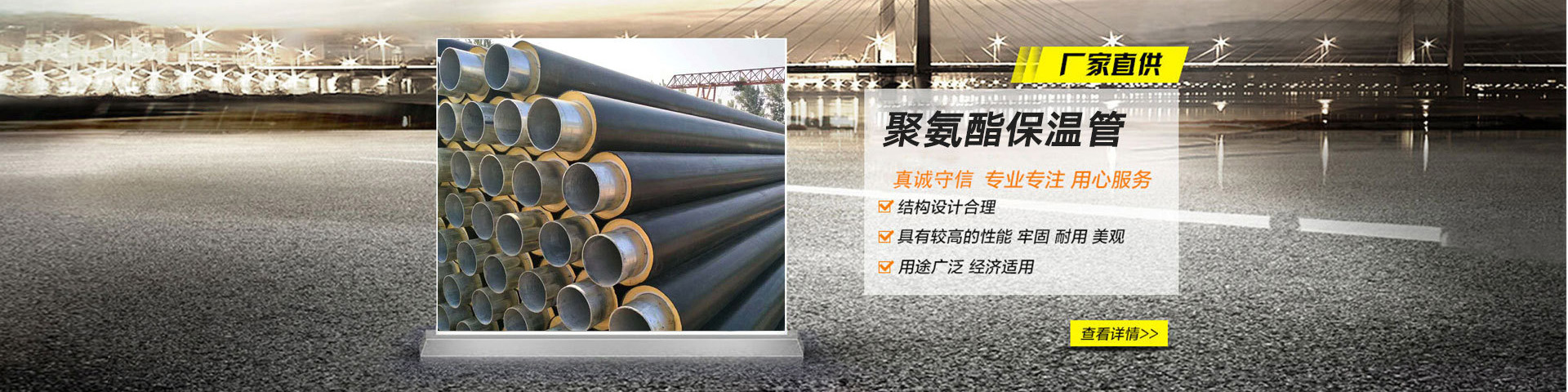
Тна§ИжЙм
ЁЁЁЁ2КИМСЕФЖбЛ§КёЖШвЛАуЮЊ25-45mmЃЌКИМСПХСЃЖШДѓЁЂУмЖШаЁЪБЖбЛ§КёЖШШЁДѓжЕЃЌЗДжЎШЁаЁжЕ;ДѓЕчСїЁЂЕЭКИЫйЖбЛ§КёЖШШЁДѓжЕЃЌЗДжЎШЁаЁжЕЃЌДЫЭтЃЌЯФЬьЛђПеЦјЪЊЖШДѓЪБЃЌЛиЪеЕФКИМСгІКцИЩКѓдйЪЙгУЁЃ
ЁЁЁЁ3ИжАхБэУцДІРэЁЃЮЊБмУтПЊОэНУЦНЭбТфЕФбѕЛЏЬњЦЄЕШдгЮяНјШыГЩаЭЙЄађЃЌгІЩшжУАхУцЧхЩЈзАжУЁЃ
ЁЁЁЁ4ИжАхАхБпДІРэЁЃИжАхАхБпгІЩшжУЬњатКЭУЋДЬЧхГ§зАжУЃЌвдМѕЩйВњЩњЦјПзЕФПЩФмЁЃЧхГ§зАжУЕФЮЛжУКУАВзАдкЯГБпЛњКЭдВХЬМєКѓЃЌзАжУЕФНсЙЙЪЧвЛБп2ИіЩЯЯТЮЛжУПЩЕїећМфЯЖЕФжїЖЏИжЫПТжЃЌЩЯЯТбЙНєАхБпЁЃ
|